The Group renews its commitment to guaranteeing safe materials that comply with CAM requirements,...
FENZI present at China Glass 2026 with its latest glass processing technologies.
Report on fraudulent activities aimed at spreading false job opportunities attributed to the Fenzi...
Fenzi Group announces a price list adjustment in response to exceptional pressure on raw materials,...
In 2026, FENZI Group is preparing for a dynamic exhibition season, reaffirming its role as a global...
A Story of Vision, Growth, and Leadership
FENZI Group proudly announces the attainment of the EcoVadis Silver Medal.
As another extraordinary year draws to a close, Fenzi Group would like to express its sincere...
Fenzi Group, together with Fenzi North America and Tecglass, successfully concluded its...
In the evolving world of insulating glass, progress demands flexibility and innovation. FENZI leads...
From the success of Vitrum 2025 to a full international trade fair calendar. Interview with Managing...
Thermoseal expands Fenzi Group’s Commercial Reach in the Glass Industry.
The Fenzi Group confirms its participation in Vitrum 2025, the prestigious international trade show...
Upgrade your IG units with trusted, high-quality sealants.
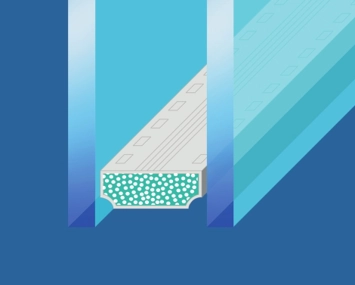
Butylver TPS, Fenzi Group’s advanced thermoplastic spacer for Insulating Glass Units, has officially...
Watch the highlights and see what makes Fenzi a trusted partner in glass technology.
Swipe through to discover highlights from this incredible event!
Special thanks to all of you
Join us in Dallas from September 30 to October 2 at the Kay Bailey Hutchison Convention Center,...
For all of the Fenzi Group innovations at Glasstec: Hall 16 / Stand B40 – C39
Rendezvous with Fenzi and Tecglass technologies in Dallas, Texas at the largest glass-processing...
The Fenzi Group is proud to announce that our Poliver AC polyurethane sealant has obtained the...
Butylver TPS is not just any product; it is a thermoplastic spacer that has revolutionized the...
The new sales hub, with headquarters in Mumbai, will allow the Fenzi Group to meet the growing...
Fenzi Group SpA , a Milan-based chemical company specializing in glass processing solutions, is...
The appointment with Glass South America 2024 is from June 12th to 15th, 2024 in São Paulo, Brazil....
Appointment in Shanghai with China Glass 2024, taking place April 25th to 28th. Among the big glass...
Set to take place April 17th and 18th in Lübeck, Germany, the 2024 edition of Glas Kongress, the...
A huge Thank You to all the runners who participated in making this truly unique event possible
Our thanks to everyone for being with us at BeOpen Porte e Finestre 2023, the event centered around...
The Italian headquarters of the Fenzi Group takes concrete steps toward a more sustainable future,...
Appointment with the leading group in chemicals for flat glass processing and in digital printing on...
Special thanks to all of you for your part in making this event a success for the entire Fenzi Group...
For those of you who were not able to be with us at Vitrum 2023, a sampling of the spirit that...
Explore the photo gallery for innovations developed for the international glass industry by the...
Fenzi Group has lent its support to the creative and artistic labs designed to allow children to...
Among industry leaders participating in the event is the Fenzi Group, which will host a dedicated...
A must stop on Milan’s glass trade show itinerary is Pavilion 7 – stand A02 – C01 to explore the...
Right around the corner, Vitrum 2023 brings together the leading glass industry players to explore...
Learn more about how glass became an essential element in windows.
Thanks to in-depth studies on the technologies ordinarily used in the process of applying paste...
September 4th to 10th 2023, Milan becomes the international glass capital with two parallel events...
The Italian Headquarters of the Fenzi Group, global leader in secondary glass-processing chemicals,...
The Fenzi Group’s approach to a greener future is ongoing. In recent weeks, Alu Pro has activated a...
Join us in exploring how the glass industry has placed itself at the service of the history of...
Save the date for this new appointment with Fenzi technology
Attention focused on TPS technology at the spring Glass Group meeting held May 25th and 26th at the...
China Glass 2023 – May 6-9 – Shanghai New China International Exhibition Center (SNIEC) - Fenzi...
Save the date - Münster, in northwestern Germany, April 26th and 27th - for Glas Kongress 2023.
know-how, proficiency and technical support for the world of glass.
Thank you for your trust in our Group
Among the sponsors of the DBInformation event is the Fenzi Group, consistently committed to...
A green way of thinking will take us far. Find out how in the video.
One more demonstration of the Group’s commitment to the environment, for a greener future.
Sustainability, design and architecture, innovation and new concepts in dwelling: these are the...
The Fenzi Group returns to GlassBuild America with the most extensive array of technologies for high...
Catch a glimpse of our products here. Don’t miss the first episode of our Product Lines series.
Take a look at the video here
With more than 80 years’ experience in the glass industry, backed by outstanding expertise and...
At Glasstec, from September 20th to 23rd, the spotlight will be on indoor comfort, energy savings...
The Fenzi Group is a Platinum Partner of The Italian Glass Weeks - taking place September 10th to...
High-performance technologies, low environmental impact, the utmost in automation and streamlined...
The recently concluded Latin-American glass industry event held in São Paulo (Brazil) racked up a...
With headquarters at its Maastricht plant in the Netherlands near the borders with Belgium and...
Our country shows its solidarity with those in dire straits, particularly in recent months of...
Appointment in São Paulo (Brazil) June 29th to July 2nd with Glass South America 2022. All the...
The flat-glass-focused event organized by Bundesverband Flachglas (BF) and Gütegemeinschaft...
Further to the announcement on November 24, 2021, Fenzi Holdings SPV S.p.A is pleased to announce...
Dear Clients, Partners and Friends, with this message, we would like to thank all of you, everyone...
Fenzi Holdings SPV S.p.A (“Fenzi Group”), a leading chemical company in the glass processing...
Fenzi. Today, Tomorrow and always a primary resource for the international glass industry.
It was a pleasure to meet you again and share with you our dedication to the world of glass.
A top-ranked event for all the companies of the Group.
Save the date – October 5 to 8 in Milan at Fiera Milano Rho – for Vitrum 2021. Clients, partners,...
The Italian branch of the leading group in chemicals for the glass processing industry has passed...
Using a water base, the Fenzi Group labs developed Duralux Water Based, a complete range of...
The Fenzi range of paints developed for the hollow glass industry is expanding with a new line of...
Fenzi Group, a global leading manufacturer and supplier of materials for flat glass processing...
Fenzi quality and Glass Alliance product technology at the 31st edition of China Glass.
The Group branches give us a world view and act as strategic observation points for the sector.
A new project focused on Made in Italy manufacturing excellence and technological innovation.
Molver Molecular Sieves by the Fenzi Group obtain CEKAL certification.
Expocentre, Moscow – 22 – 25 March – Fenzi Group stand: FD 050 - FD 052
A complete range of enamels catering to the automotive glass industry.
Sincere best wishes for growth and a robust relaunch in 2021 from the Fenzi Group to the entire...
20 – 22 October 2020 - virtual.glasstec-online.com You’ll find us in the Networking Plaza.
The full range of Fenzi and Glass Alliance products are just a click away with GlassBuild Connect,...
A new website, entirely revamped design and navigation, and updated content in the app that...
When enhanced with Fenzi products, glass plays an increasingly crucial role in the world of...
Almost a year after the acquisition, Thermix is now produced entirely in Italy and completely...
The Fenzi Group is investing in the future with a new integrated logistics center to optimize...
EcoVadis, the international platform that evaluates the CSR of companies and supply chains, assigns...
More and more, the production of windows and architectural facades is concentrated on highly...
Faced with the current global COVID-19 health crisis, the Fenzi Group has had to carefully evaluate...
In these turbulent times, our commitment to our daily operations is unwavering, to be there for you.
A year of change and global achievements. Together with all of you.
Tempver for glass decoration at Glass Print 2019, 27-28 November - Radisson Blu Scandinavia Hotel,...
Glass Alliance welcomes Thermix and offers an ever more complete product range for all types of...
Automation, digital technology, absolute top quality and a unique range of products, on stage at...
Come see us at Gulf Glass 2019 - Dubai World Trade Centre - September 24 - 26 - stand: MAKTOUM B121
Fenzi Group rolls out warm edge unlimited and virtual reality at Vitrum 2019. Experience our latest...
Fenzi, Alu Pro and Rolltech technology at GlassBuild America 2019.
Transfer of Thermix insulating glass spacers business.
Glass Alliance means the broadest range of warm edge spacers in the world.
Energy efficiency – an upward trend at MosBuild 2019.
Glass packaging gets innovative with Tempver HG.
Regency Glass celebrates the popularity of its products with a new manufacturing plant, one of the...
Fenzi Group headlines its technology at China Glass 2019.
Fenzi China named one of Sayyas top suppliers.
Fenzi Group showcases its best at MosBuild 2019, Moscow, April 2nd to 5th.
Fenzi Belgium manufacturing hub expands to meet growing demand for Luxver.
2018 edition of Glasstec an undeniable success for the entire Fenzi Group.
The widest range of solutions for the glass industry worldwide, with Fenzi at Glasstec 2018.
Glass Alliance and the Fenzi Group - A competitive edge in the Russian market.
The Fenzi Group range of water-based paints celebrates 10 years of success with Aquaglass NG. X, a...
Multitech G, the innovative latest-gen rigid spacer profile engineered by the Glass Alliance labs.
Launched on the market, SIDE KINETIX is the latest technology from Tecglass - the Spanish firm that...
Official Founding of Fenzi Polska completes integration of Kadmar into the Fenzi Group.
The Group’s innovative technology applied to chemicals for flat glass processing was center stage at...
Ultra-high speed and utmost efficiency are hallmarks of the Tecglass F Type model for digital...
The golf champion sponsored by the Fenzi Group garners another win.
Fenzi Molver DM makes production of IG units easier and more efficient.
Rolltech, a highly energy-efficient company with certified excellence.
Hotver A+ ensures max energy efficiency, even for historic windows: the SafeGuard project.
On Chinese New Year, best wishes for a year brimming with good fortune.
Don't miss the opportunity to discover all our technologies at Glasstec 2024 - October 22-25 -...
Multitech, the latest generation warm edge spacer for cutting edge IG units.
Shanghai New International Expo Center – April 25-28, 2024 – Fenzi Group Stand: N1 - 081. We look...
GlassBuild America 2023 - Atlanta, GA - Join us! Fenzi Group booth #3814
BeOpen Porte e Finestre 2023 - Bergamo Fiera, Italy - Hall A. Join us!
Vitrum 2023 - Fiera Milano Rho, Italy - Hall 7, stand A02 - C01
Join us at China Glass 2023 - New China International Exhibition Center - Shanghai – May 6-9, 2023 -...
Glas Kongress 2023 - Münster, Germany - April 26-27, 2023 - Event Sponsor
Fenzi celebrates 75 years in the world of glass. Three generations of innovation, focus on glass and...
GlassBuild America 2022 - Las Vegas, NV, USA - October 18-20, 2022 - with Fenzi North America -...
Glasstec 2022 - Messe Düsseldorf – Germany - September 20-23 - Fenzi Group: Hall 16 - stand B18 –...
Glass South America 2022 - São Paulo, Brazil - June 29th to July 2nd - Fenzi Group: Italian...
Vitrum 2021 - Fiera Milano Rho, Milan - October 5 - 8 - Fenzi Group: Hall 24 – stand A11 – C20
China Glass 2021 - New International Expo Centre, Shanghai - May 6-9 - Fenzi Group Stand number:...
Mir Stekla 2021 - Expocentre, Moscow – 22 – 25 March – Fenzi Group stand: FD 050 - FD 052
Join us at the Networking Plaza of Glasstec Virtual.
Don’t miss out on Fenzi innovations for the glass industry at GlassBuild Connect, the online event...
GlassPrint 2019. A new international event for Tempver paints.
GlassBuild America 2019 - Georgia World Congress Center, Atlanta, USA
China Glass 2019 - China International Expo Center, Beijing, China
The Tempver HG range at Glassman South America 2019 - Sao Paulo Expo - Brazil
Fenzi and Alu Pro at MosBuild 2019 - Crocus Expo - Moscow - Russia
Tecglass is ready for the big leap forward
At Glasstec, a 75-year family celebration
Kadmar and Fenzi Leaders in Eastern Europe
Fenzi South America, 20 years of success in the name of friendship.
Fenzi enters the auto glass market with Tempver Automotive
Rolltech makes technology one touch away on smartphones (and one click away)
Fenzi and Tvitec team up on prominent international architectural projects
Fenzi team and Tecglass achieve new heights the world over
Fenzi invests in Tecglass for digital glass printing.
For Glasstec 2016, Fenzi rolls out latest generation warm edge spacers and new apps for printing on...
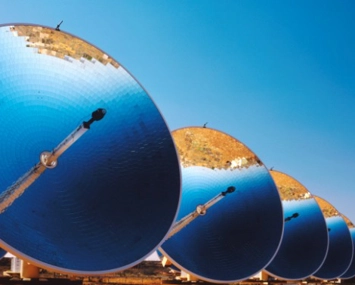
Fenzi CSP technology on show at Vitrum 2015
Fenzi, always there for daily good living
Among the many innovations and latest product developments Fenzi plans to unveil at Vitrum 2015,...
The Fenzi group is involved in the production chain for CSP systems as a primary supplier of DURALUX...
A new product has been added to the Duralux family or, better, a new version of a highly-acclaimed...
This is a busy summer, racing from one part of the world to another, riding the wave of success that...
New Hotver A+ sealant anticipates the strictest energy standards
Fenzi Group invests in Poland with Kadmar acquisition
Never change a winning team: Fenzi continues sponsorship of Marco Crespi
Thanks to TPS, Tribiano has a new unit for producing perfectly shaped butyl sealants
Molver, the IG producer’s trusted ally
Given the company’s clear commitment to the ongoing development of business worldwide, international...
“My father founded Fenzi four months after I was born. Our family is permeated with business. We...
The President of the Fenzi Group passed away in the early hours of Monday 22nd September.
A new site, or rather new graphics, contents, and functions. The Fenzi group’s first, most important...
Starting in 2014 Fenzi partners with Italian golf champion Marco Crespi. The Group, a leader in...
to keep up to date with news





















































































































































 Newsletter subscription
Newsletter subscription


